

אַסעמבלי אַוטאָמאָטיווע דורכקוק דאַך ראַם לינקס אַ זייַל קאָנטראָלירונג ייַנאָרדענונג
ווידעא
באַשרייַבונג
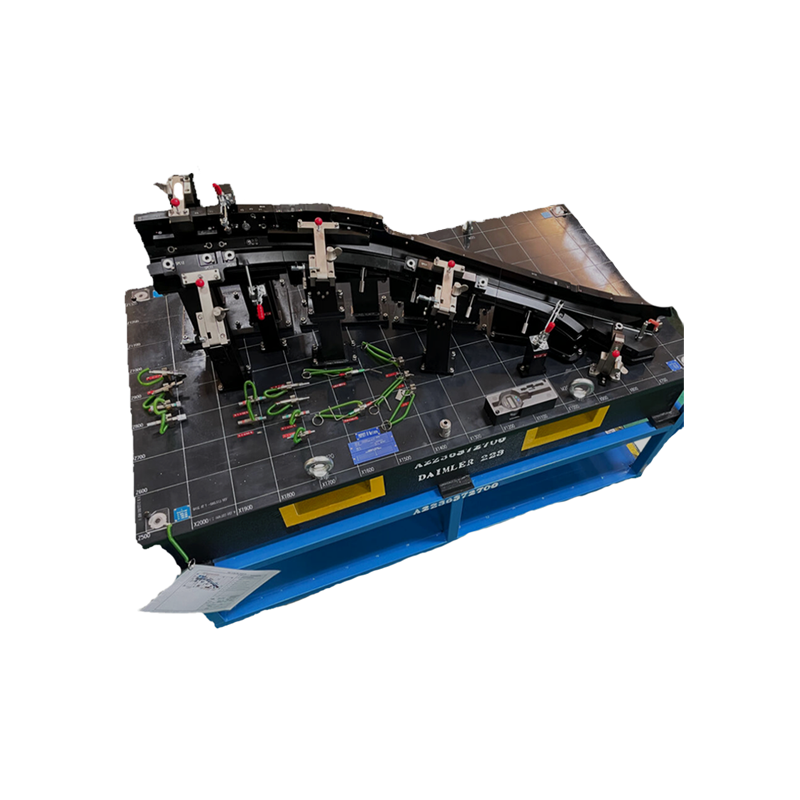
- דאָס איז אַ לינקס זייַל קאָנטראָלירונג פיקסטשער וואָס וועט זיין געוויינט צו דאַך ראַם
- דאָס איז אַ קאָנטראָלירונג ייַנאָרדענונג מיר געמאכט פֿאַר אונדזער דייַטשלאַנד קונה.
פֿונקציע
פֿאַרדאַך פריים קוואַליטעט דורכקוק קאָנטראָל און שטיצן צו פֿאַרבעסערן די אָטאַמאָוטיוו פּראָדוקציע שורה קאַפּאַציטעט קורס
אַפּפּליקאַטיאָן פעלדער
אָטאַמאָוטיוו אינדוסטריע קוואַליטעט קאָנטראָל
אָטאַמאָוטיוו פּראָדוקציע שורה פּראָדוקציע קאַפּאַציטעט פֿאַרבעסערן
ספּעציפיקאַציע
| פיקסטור טיפּ: | אַטריביוט / קמם קאָמבאָ ייַנאָרדענונג |
| Sיז: | 3850x950x1200 |
| וואָג: | 1850 קג |
| מאַטעריאַל:
| הויפּט קאַנסטראַקשאַן: מעטאַלשטיצן: מעטאַל
|
| ייבערפלאַך באַהאַנדלונג:
| באַזע טעלער: עלעקטראָפּלייטינג קראָומיאַם און שוואַרץ אַנאָדיזעד |
דעטאַילעד הקדמה
A206/A223 קאָנטראָלירונג ייַנאָרדענונג האט הויך מעזשערמאַנט אַקיעראַסי, קיין מורא פון דיפאָרמיישאַן, נידעריק וישאַלט קאָס און גוט קאַנוויניאַנס.שליסל פּראָדוקט קוואַליטעט דורכקוק, כאַראַקטעריסטיש שורה דורכקוק, פונקציע לאָך דורכקוק, שטח דיטעקשאַן וואָס איז פּראָנע צו דיפאָרמיישאַן אין פֿאַרזאַמלונג פּראָצעס, פֿאַר מאַשין פֿאַרזאַמלונג און פּראָדוקציע פונקציע וואָס ריכטן דורכקוק.אין דער פּראָדוקציע פּראָצעס פון אָטאַמאָוטיוו פּאַרץ, אָנליין דורכקוק פון אָטאַמאָוטיוו פּאַרץ איז איינגעזען, וואָס ינשורז די גיך משפט פון די קוואַליטעט סטאַטוס פון אָטאַמאָוטיוו פּאַרץ אין פּראָדוקציע, ינשורז די זיכערקייַט און פּראַסעסינג גיכקייַט פון אָטאַמאָוטיוו פֿאַרזאַמלונג און ימפּרוווז די קוואַליטעט פון אָטאַמאָוטיוו פּאַרץ. .
די אַרבעט לויפן
באקומען די פּערטשאַסינג סדר און דאַטן / נאָרמאַל / פאָדערונג-> פּלאַן->אָפּשאַצונג און אַפּרווו פּלאַן מיט קונה->צוגרייטן די מאַטעריאַלס->קנק->קמם->אַסעמבלינג->קמם->דורכקוק (טרוקן פּאַסיק)->(דריט טייל דורכקוק אויב נויטיק) -> Buyoff (ינערלעך/קונה אויף פּלאַץ)->פּאַקינג (האָליד קעסטל)->עקספּרעס
מאַנופאַקטורינג טאָלעראַנץ
1. די פלאַטנאַס פון באַסע פּלאַטע 0.05/1000
2. די גרעב פון באַסע פּלאַטע ± 0.05 מם
3.די אָרט דאַטע ±0.02מם
4.די ייבערפלאַך ±0.1מם
5. די קאָנטראָלירונג פּינס און האָלעס ± 0.05 מם
פּראָצעס
קנק מאַשינינג (מילינג / טורנינג), גרינדינג
ילעקטראָופּלאַטינג קראָומיאַם און שוואַרץ אַנאָדיזעד באַהאַנדלונג
פּלאַן אַורז (ה): 40 ה
בויען אַורז (ה): 150 ה
קוואַליטעט קאָנטראָל
קמם (3 ד קאָואָרדאַנאַט מעאַסורינג מאַשין), Vms-2515G 2D פּראַדזשעקטער, HR-150 א כאַרדנאַס טעסטער
דריט טיילווייַז סערטאַפאַקיישאַן געטאן דורך שענזשען זילבער יקער טעסטינג טעכנאָלאָגיע קאָו, לטד, ISO17025 סערטאַפייד
לידינג צייט & פּאַקינג
45 טעג נאָך 3 ד פּלאַן באוויליקט
5 טעג דורך עקספּרעסס: פעדעקס דורך לופט
נאָרמאַל עקספּאָרט וואָאָדען קאַסע
מיר וועלן לייגן פיקסיר ווודאַן בלאָק ין קאַסעס צו מאַכן זיכער ייַנאָרדענונג זיכערהייט אין שיפּינג.דעסיקקאַנט און פּלאַסטיק ייַנוויקלען וועט זיין געניצט צו האַלטן די קאָנטראָלירונג ייַנאָרדענונג פון נעץ אין שיפּינג.







.png)
.png)