



אַוטאָ טרונק דעקל לעצט קאָנטראָלירונג אַסעמבלי מאָס און קמם האָלדינג ייַנאָרדענונג
ווידעא
פֿונקציע
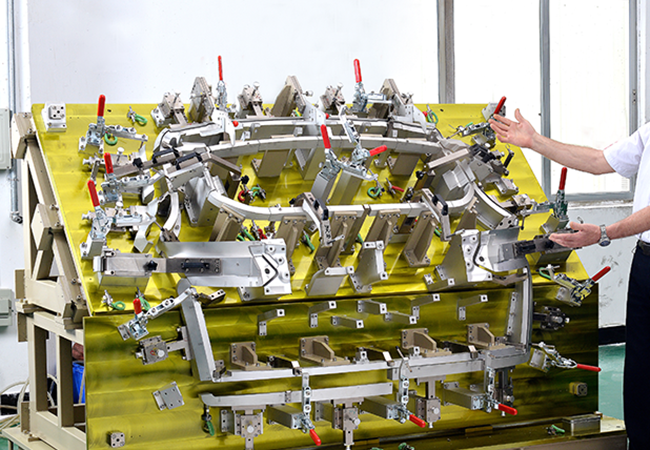
ווי אַ טייל פון די מאַשין ינלענדיש, די מאַשין באַגאַזש דעקן טעלער איז אינסטאַלירן אויף די ספּער רייַף שפּעלטל אין דעם שטאַם, וואָס פיעסעס אַ שטיצן און שיין ראָלע.דער שטאַם פון די מאַשין טעלער אין דעם פּראָצעס פון פּראָדוקציע און פּראַסעסינג, זייַן גרייס און פאָרעם פלאַך ייבערפלאַך פלאַטנאַס איז די שליסל ינדיקאַטאָרס פון זייַן פּראָדוקט קוואַליטעט, דעריבער, גיט אַ פּשוט און גלייַך סטרוקטור, ביידע קענען גאַראַנטירן אַקיעראַסי און קענען פֿאַרבעסערן די דיטעקשאַן עפעקטיווקייַט. פון די ייַנאָרדענונג, פֿאַר מאַשין שטאַם דעקן טעלער פּראָדוקציע און פּראַסעסינג איז נייטיק.
TTM Auto Trunk Lid Final Fixture איז מאַניאַפאַקטשערד דורך CNC מאַשין און מאַטעריאַל קומט מיט שטאָל און סמאָלע, דעם ייַנאָרדענונג קענען אויך זיין געוויינט ווי CMM ייַנאָרדענונג פֿאַר אַוטאָ טיילן, מעזשערמאַנט דזשיגס פֿאַר פּלאַסטיק טיילן און מעטאַל פּאַרץ.
ספּעציפיקאַציע
| פיקסטור טיפּ: | אַוטאָ טרונק דעקל לעצט ייַנאָרדענונג טייל |
| גרייס: | 5850x950x4300 |
| וואָג: | 3750 קג |
| מאַטעריאַל: | שטאָל + סמאָלע |
| ייבערפלאַך באַהאַנדלונג: | באַזע טעלער: עלעקטראָפּלייטינג קראָומיאַם און שוואַרץ אַנאָדיזעד |
דעטאַילעד הקדמה
אָטאַמאַטיק טרונקל ליד לעצט קאָנטראָלירונג און וואָס ריכטן פיקסטור איז שייך צו די פעלד פון ויטאָמאָביל טיילן פּראָדוקציע און פּראַסעסינג ויסריכט, ספּעציעל צו אַ קאָנטראָלירונג געצייַג פֿאַר ויטאָמאָביל שטאַם דעקן טעלער.
ווי אַ טייל פון די מאַשין ינלענדיש, די אַוטאָ שטאַם דעקל איז אינסטאַלירן אויף די ספּער רייַף שפּעלטל אין דעם שטאַם, וואָס פיעסעס אַ שטיצן און שיין ראָלע.דער שטאַם פון די דעקל אין דעם פּראָצעס פון פּראָדוקציע און פּראַסעסינג, זייַן גרייס און פאָרעם פלאַך ייבערפלאַך פלאַטנאַס איז די שליסל ינדיקאַטאָרס פון זייַן פּראָדוקט קוואַליטעט, דעריבער, גיט אַ פּשוט און גלייַך סטרוקטור, ביידע קענען גאַראַנטירן אַקיעראַסי און קענען פֿאַרבעסערן די דיטעקשאַן עפעקטיווקייַט פון די ייַנאָרדענונג, פֿאַר מאַשין שטאַם ליד פּראָדוקציע און פּראַסעסינג איז נייטיק.
אין שורה מיט דעם פּרינציפּ פון די דורכקוק מכשירים פון די מאַשין שטאַם דעקל, צו ענשור די דיטעקשאַן אַקיעראַסי, בשעת שפּאָרן אַרבעטקראַפט, פֿאַרבעסערן אַרבעט עפעקטיווקייַט.
די נוצן מאָדעל גיט אַ נייַע ינפראַסטראַקטשער ווי גייט:
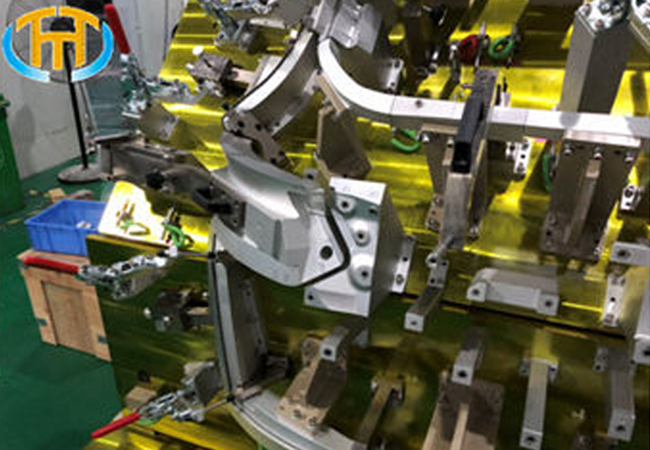
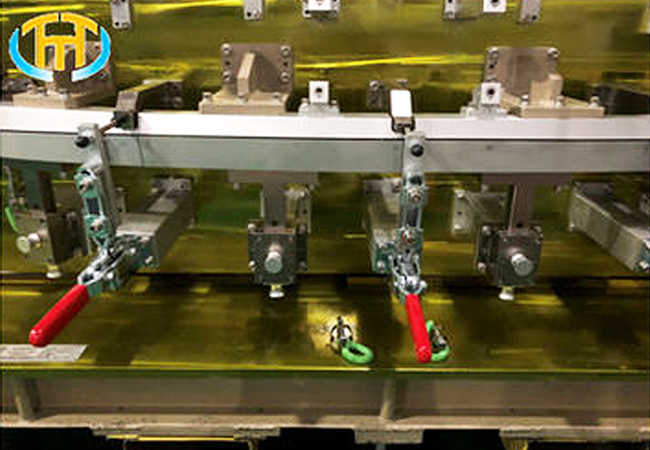
דער אויבערשטער ייבערפלאַך פון די דנאָ טעלער איז צוגעשטעלט מיט צוויי גרופּעס פון רענטגענ ריכטונג סימיאַליישאַן בלאַקס און צוויי גרופּעס פון י ריכטונג סימיאַליישאַן בלאַקס צוזאמען די רענטגענ אַקס ריכטונג און י אַקס ריכטונג ריספּעקטיוולי.פיר גרופּעס פון סימיאַליישאַן בלאַקס זענען פארבונדן מיט די סוף פון די אָפּצוימונג וואָרקפּיעסע פּלייסמאַנט געגנט.יעדער גרופּע פון סימיאַליישאַן בלאַקס איז פאַרפעסטיקט מיט אַ האָריזאָנטאַל ריכטונג פון דער ערשטער רעדל גראדן און אַ ווערטיקאַל ריכטונג פון די רגע רעדל גראדן, די פיר עקן פון די דנאָ טעלער זענען פאַרפעסטיקט.
די אַרבעט לויפן
1. באקומען די פּערטשאַסינג סדר-——->2. פּלאַן-——->3. באַשטעטיקן די צייכענונג / סאַלושאַנז-——->4. צוגרייטן די מאַטעריאַלס-——->5. קנק-——->6. קמם-——->6. אַסעמבלינג-——->7. קמם-> 8. דורכקוק-——->9. (דריט טייל דורכקוק אויב נויטיק)-——->10. (ינערלעך / קונה אויף פּלאַץ)-——->11. פּאַקינג (ווודאַן קעסטל)-——->12. עקספּרעס
לידינג צייט & פּאַקינג
45 טעג נאָך 3 ד פּלאַן באוויליקט
5 טעג דורך עקספּרעסס: פעדעקס דורך לופט
נאָרמאַל עקספּאָרט וואָאָדען קאַסע
מיר וועלן לייגן פיקסיר ווודאַן בלאָק ין קאַסעס צו מאַכן זיכער ייַנאָרדענונג זיכערהייט אין שיפּינג.דעסיקקאַנט און פּלאַסטיק ייַנוויקלען וועט זיין געניצט צו האַלטן די קאָנטראָלירונג ייַנאָרדענונג פון נעץ אין שיפּינג.







.png)
.png)